粉盒技术交流
本文中所涉及的是关于Compact方面的一些交流。 因产品涉及的具体知识太多,文中不能详细列举。 所以只能针对主要的知识面和大家进行探讨。
关于Lipstick,Mascara,Pot和Brush等门类的标准,设计和生产控制,会在后面的文章中陆续与大家探讨。
粉盒(Compact)的品质标准,相关的设计和生产控制要点。
粉盒是我们包材中一个主要的门类。 目前来看,粉盒还是集中在传统的塑胶粉盒。 当然还有我们称作环保的纸制粉盒。 其实本人很多年前还跟进过一些可降解原料的粉盒。但是那类原材料的一些特性不能满足我们产品的要求,比如可靠性的要求。所以只能期待有更新的原料出现。本文中主要针对传统的塑胶粉盒进行交流。
对行外人士来讲,好像做包材很容易。不就一些注塑件,二次加工和组装吗? 哪里有什么特别高的技术含量? 但对行内人士来讲,事情没有这么简单。因为做一个产品,控制的环节和细节非常多。每个环节都需要专业的经验。 一个细节不注意,就可能造成很大的浪费。 另外一方面,我们都希望做专业的产品。而专业的产品取决于系统性的工作(设计开发,模具,生产控制,包装…)以及每个环节中细节的控制 -细节是决定产品的品位的重要因素。 如何做好的产品,首先就是我们要清楚产品的要求和流程中的控制要点。这样工作中我们才能做到有的放矢。
熟悉产品的行业标准这是包装行业人士的最基本要求。在这基础上,深入了解原材料,模具,产品的工艺过程等会对我们成为真正的包装专业人士有很大的帮助。当然,这些都需要时间去积累经验。 从前辈那里虚心讨教也是一条捷径。
言归正传,我们交流一下粉盒-
行业常规要求-
首先说明一点-标准是我们的一个指导。我们希望按照标准对产品进行控制。 但是在实际控制中我们通常碰到如下问题-
- 产品在规格内,但是不能很好地满足消费者的实际操作。 比如粉盒的开启力偏大。比如800g左右(参考标准227-908g);
- 产品的规格设定不合理,实际的产品能很好地满足消费者的需求。比如粉盒的开启力偏小。比如150g左右(参考标准227-908g)。
本人认为我们应该根据产品的结构和实际使用需求进行合理的判定。 当然我们还要跟进后续的工作,比如生产控制,标准更改等将产品完美和工作完善。
针对第一项开启力大的情况-如果是摁扣式(Snap fit)的结构,不管多大尺寸的粉盒,实际上开启力超过700g,消费者就已经很难打开了。所以此种情况,尽管产品在规格内,我们还是要求供应商进行重新处理。原因很简单,我们在做专业的产品;
针对第二项开启力小的。同样是摁扣式(Snap fit)的结构,粉盒的尺寸比较小,比如粉盒宽度在30mm内的,开启力在150g左右开启的手感就很好了。那么我们应该根据实际的产品进行规格的调整。
总而言之,满足消费的实际需求才是我们做产品的目的。 上述例子只是表层情况,比较容易处理。 更深层次的控制,比如风险控制,就需要我们的专业经验了。
粉盒的主要要求及部分控制要点-
- 开启力 (compact opening force) –
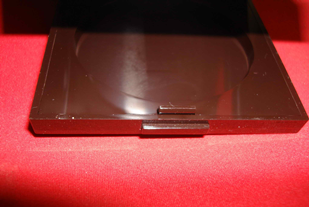
粉盒的开启方式有很多种:Snap/ Roller/Pushbutton (摁扣式/滚筒式/按钮式)。 开启力范围通常会设在0.5 to 2 lbs。 (227-908g)。对应的结构图片如下-
Snap fit –

Roller –

Pushbutton-
技术控制-
上述三类的开启方式在粉盒中比较普遍。 对应的控制要点很多。以Snap fit 为例-
尺寸方面-
盖子和底后钮中心至扣位尺寸的控制。我们通常要求的偏差在+/-0.05mm内,实际控制在+/-0.03mm内;
结构方面-
扣位结构-扣位设计的细节比如顺滑,深度等,我们在设计时要特别留意。同时在注塑时,要注意批锋和尺寸控制;
钉孔-位置居中的钉孔是关键。另外,钉孔的公差在注塑时要控制在+/-0.01mm内;
后端避位 – 避免开启干涉。注意开模具时的顺滑处理。
生产过程-
- 试产打样时,确认过的关键尺寸,参数一定要记录。这些经验尺寸会对后续批量生产有很大的帮助;
- 生产过程一定要注意形变。 如果涉及到UV喷涂,也要特别留意形变的控制。这些都会影响到开启力和组合间隙;
- 如涉及到喷涂,注塑尺寸一定要有余量。
其实,这当中都有一些经验数值。比如尺寸偏差0.01mm,力的影响大约在40 g左右。依据经验值,我们通过尺寸干涉就能得到一些力的概念。但是注意,这个力的变化不是正比例的变化啊! Magnet (磁性),0.2 to 1.5 lbs –解释一下: 我们在设计此类产品时注意磁铁的吸附距离 – 距离越少越好。这是由磁铁的性质决定的-距离越远,磁性越弱。通常我们会采用钕铁硼磁铁(稀土类),磁性强并稳定。 铁氧体磁铁和橡胶磁,因其磁性弱及温度等影响大,不是我们的考虑对象。
- Drawer (抽屉式),1.5 to 3.5 lbs –解释一下:此类产品不是很普遍。这类粉盒结构很关键。
- 部件分离力(Part Separation force)
标准:通常分离力的标准会设为4.5kgf(10lbs)。 如果在产品的实际确认中力比较难测量,我们可以采取跌落测试的方式进行确认。
通用结构: 卡扣式和超声波式
卡扣式的结构建议不要采用。原因是不可控的因素太多,比如钩子断裂,组装后不平,松动或脱落等。超声波式是比较好的选择。
- 后钮抗压 (Hinge Breakage Force)
设计时注意壁厚和钉子的接触面值。材料的选择也有很大的关系。壁厚,希望最小在1.33mm。而接触面积当然越大越好。
测试方法: 后钮测试基本分两种-以开启角度180度为界。大于180度的,以按压盖子前端读取数据。小于180度的,力直接施压在后钮上。
说明: 基本上,开启角度大于180度的,力的标准会设定为Min.4lbs。小于180度的,力会设定为Min.6lbs。当中注意我们要把握判定-比如大于180度的,抗压力实测为3lbs。如果从断面看,不是回收料比例很高的断面,基本上我们都可以接受。因为在实际使用中,这种力度基本上不会有风险的发生。
- 开合可靠性 (Reliability test of opening/closing) –开启200次来确定噪音和钉子是否会脱落。 开发时需要进行2000次的测试;
- 镜片脱离力 (Mirror separation force) – 脱离力的标准基本为10lbs(4.5kgf)。镜片的粘接方式主要有两种,一种是双面胶,另外一种是热熔胶。双面胶和热熔胶在选择时要注意。可靠性测试(高低温测试)是我们确认原材料的一个重要测试。基本上,热熔胶可以用于平面和弧面等结构,而双面胶只能用于平面结构;
单独提一下镜片的防雾处理-在放大镜下,常规玻璃的表面其实也是凹凸不平的。这些凹坑会成为藏污纳垢的主要场所。 这也是引起发雾发霉的主要原因。 纳米覆膜的镜片会比较好覆盖凹坑,也会最大限度的降低发雾,发霉问题的几率。
- 间隙处理-间隙包括两种。一种是盖和底后钮部分的配合间隙,另一种是合盖后,出现在侧边和前部的间隙。对于第一种,我们在设计时就要留意-无喷涂和喷涂这两种要独立处理。盖和底在后钮配合部分我们要留合适的公差。 合理的公差也有利于合盖后的侧边断差的控制。第二种同我们的注塑及后续加工关系相对就比较密切了;
- 上下盖合盖后断差处理-设计上来讲,通常我们的上盖尺寸会大于下盖0.07-0.10mm。组装时也要注意盖子的居中。当然,对于UV,喷涂类,控制的要点就更多了。
关键尺寸的控制-
关键尺寸通常是指配合尺寸和包装尺寸(组装后的长,宽和高)。从这定义来看,生产过程中需要控制的关键尺寸非常多。实际生产控制中,也确实如此。对于组装好的粉盒,我们要特别留意WELL的尺寸-
Well值,这是一个配合尺寸。生产中要控制在+/-0.05mm内。注意,我们也要控制拔模角度-尽量小些。 另外,确认尺寸以底部为准。起量位置大约离底面1mm左右(倒角原因)。
通用标准-
1。 胶带测试;
行业上会用3M810确认。但是实际控制主要以3M600为准;
2。 跌落测试;
包括整箱测试和独立个体跌落。独立个体的跌落高度为30寸(76cm)。通常跌3次,主要检查粉盒有无破裂和镜片是否完好。
3.可靠性测试(高低温测试)- 高温基本定为50度,低温零下20度。两个循环。对于UV喷涂,高温提高到80度都可以。这是很重要的测试!
安全资料-
MSDS,FDA,重金属测试等都是我们这行业需要准备的一些最基本的资料。更引伸一些-所有的直接和间接物料都需要提供相应的资料。
写的过程中发现有很多的例子具有独立的特性,如果一一列举,确实没有足够的时间去详细解。 还有一点就是从模具设计,制作,注塑,组装,包装等,工作中的每一步,都有许多的细节需要注意和控制。 也很难在文章中一一详述。 本文也写得也比较仓促,不能用图片等形象,直观地说明,请大家见谅!另外,不妥之处,请批评指正。谢谢!
也欢迎大家单独交流。这样的话可能会更简单直接一些!
全文完